Ми в месенджерах: 


+38 067 942 71 06



Лінія для формування гарячих металевих сталевих вкладишів
■ ВИСОКА ЕФЕКТИВНІСТЬ
Швидкість виробництва: Близько 25 м/хв. Ви можете отримати 12 000 м за зміну за один день (8 годин).
■ ЛІНІЯ ТРИВАЛОГО ТЕРМІНУ СЛУЖБИ
Ролики лінії оброблені верстатами з ЧПК, покриті твердим хромом 0,05 мм на поверхні. Термічна обробка ріжучої рами для усунення напруги сталі, щоб уникнути деформації. Матеріал для різання — формована сталь Cr12 із загартованою обробкою, усі ці етапи обробки забезпечують тривалий термін служби лінії.
■ ВИСОКА ТОЧНІСТЬ
Вали для роликів обробляються за допомогою шліфувальної машини принаймні двічі. Ролики обробляються з ЧПК для забезпечення високої точності.
■ АВТОМАТИЧНЕ ТА ПРОСТЕ КЕРУВАННЯ
Безпечне та просте керування завдяки сенсорній операційній системі Mitsubishi PLC. Зручна взаємодія між людиною та лінією.
■ ВІДМІННЕ ОБСЛУГОВУВАННЯ
Технік може бути відправлений на вашу фабрику для встановлення лінії та навчання ваших працівників. Інженери можуть обслуговувати за кордоном. Ми надаємо послуги протягом усього терміну служби для наших ліній.
ТЕХНІЧНІ ХАРАКТЕРИСТИКИ
Короткий вступ лінії для формування гарячих металевих сталевих вкладишів
Технічні параметри лінії для формування гарячих металевих сталевих вкладишів:
| Відповідний матеріал | Сталеві рулони |
| Швидкість формування | Близько 25 м/хв. (без урахування часу різання) |
| Вимоги до живлення | Потужність головного двигуна: 5,5 кВт Потужність гідравлічної станції: 2,2Kw |
| Відповідна товщина | 0,3 мм – 0,8 мм |
| Відповідна ширина | 408-1200 мм |
| Відповідна потужність | 235 МПа |
| Кодувальник | Nemicon (Японія) |
| Система контролю | ПЛК Mitsubishi та датчик (Японія) |
| Загальна вага машини | 8 450 кг |
| Розмір машини | 8,7 мл х 2,0 мВт х 1,6 мГн |
| Доставка | 1 х 40GP контейнер може завантажити одну лінію |
Дисплей обробки даху
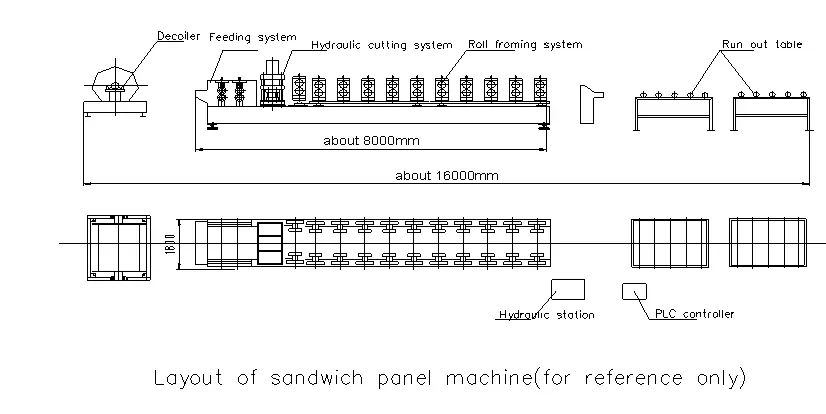
Розмотування аркуша→Направляючий аркуш→Формування рулону→ Вимірювання довжини та розрізання аркуша→Виріб до робочого столу
ОПИС
1. Деталі пристрою для плівкового покриття

2. Деталі валика для нарізання кінців B
1) Він складається з ролика для згинання канавок, який використовується для натискання канавок у нижній частині матеріалу.
2) Може з’являтися під час виготовлення плоского листа.

3. Деталі для вальцеформувальної машини
1) Основна рама машини – це структура колонного типу, щоб забезпечити регулювання машини.
2) Матеріал валика – високоякісна кована сталь № 45 з цифровим керуванням.
3) Вали роликів обробляються шліфувальною машиною двічі, щоб забезпечити точність кінцевого продукту.
4) Ролики покриті твердим хромом товщиною 0,05 мм на поверхні після обробки на точному верстаті. Таким чином, забезпечується довгий термін служби формувальних роликів.
5) Діаметр валу 55 мм.
6) Кількість формувальних роликів: близько 13 станцій
7) Машина регулюється відповідно до різної ширини матеріалу від 390-1200 мм ширини (максимум 1210 мм). Одна сторона фіксована, інша сторона рухома.
8) Перемістіть маховик, щоб змінити машину на виготовлення матеріалу різної ширини вручну, є цифровий дисплей, який показує, скільки ширини переміщено для машини.
9) Ланцюг і шестерня переміщують лінію, моторні приводи. Усі робочі дії контролюються електрошабою PLC автоматично.
10) Відповідна напруга живлення: 380 В/50 Гц/3 фази
11) Робоча швидкість лінії (швидкість формування): близько 25 м/хв (без часу різання)
12) Потужність двигуна основної машини: близько 5,5 кВт (залежно від остаточного дизайну)
13) Загальна вага: близько 8450 кг (залежить від остаточного дизайну)
14) Розмір формування приблизно 8,7 мл*2,0 мВт*1,6 мВ (довжина х ширина х висота)

ЗАСТОСУВАННЯ
Застосування продукту лінії для формування гарячих металевих сталевих вкладишів
Щоб задовольнити різноманітні вимоги клієнтів, ми розробляємо та виготовляємо лінію для формування гарячих металевих сталевих вкладишів у різних специфікаціях, моделях і конфігураціях.
Приклад застосування лінії для формування гарячих металевих сталевих вкладишів

